
Valves Used in Industrial Pipeline Networks – Types & Application

Industrial pipeline networks form the circulatory system of process facilities. Whether the pipeline is transporting crude oil across a refinery, distributing steam through a power plant, or moving treated water across a municipal network, the valves installed throughout the system are what make controlled, safe, and efficient operation possible. Valves Used in Industrial Pipeline Networks serve functions that range from basic isolation and flow regulation to pressure protection and non-return control and the conditions they must perform under vary as widely as the industries that rely on them.
At Speciality Valve, these operational requirements are regularly encountered during product selection reviews and engineering assessments for pipeline applications across multiple industrial sectors.
Overview of Industrial Pipeline Systems
An industrial pipeline network is a connected system of pipes, fittings, valves, and instruments that move liquids or gases from one place to another inside a plant or throughout the world. The sort of media being carried and the sector the network supports will define its complexity.
Pipeline networks transport hydrocarbons at various pressures and temperatures across collecting systems, processing units, and export terminals in oil and gas facilities. In power production, steam and feedwater pipes connect boilers, turbines, and condensate systems in continuous circuits that always need to have exact pressure and temperature regulation. Pipelines in water treatment and delivery cover vast distances and provide water to customers at various heights, necessitating pressure control at several points throughout the network.
Valve applications differ by location and purpose across all of these systems:
- Isolation points need valves that shut off dependably when the line needs to be turned off for upkeep or in case of an emergency.
- Valves with accurate, repeatable throttling throughout the whole operational flow range are needed for flow control and regulation loops.
- Pressure protection points need safety valves or pressure relief devices that operate automatically if the system pressure goes above the design limit.
- Non-return applications call for check valves that stop backflow from harming pumps, compressors, and process equipment.
Valves placed in pipeline networks must function dependably over lengthy periods between scheduled maintenance chances as they run constantly in most industrial environments. Choosing the wrong valve at any part of the network increases the chance of leaks, loss of control, or unexpected shutdowns that impact the whole system.
Operating Conditions and Process Challenges
The operating conditions within an industrial pipeline network are rarely uniform. Pressure varies with flow rate, elevation, and the demand patterns of the consumers or processes being supplied. Temperature changes with the energy content of the fluid and the thermal insulation of the pipework. Fluid composition shifts with process inputs, seasonal variations, and changes in feed quality.
- Common challenges that influence valve selection in pipeline networks include:
- Pressure fluctuations during start-up, shutdown, and process upsets that expose valves to conditions outside their steady-state operating range
- Velocity-induced erosion in high-flow lines where partially open valves are exposed to high-velocity flow across seating surfaces
- Cavitation in liquid pipelines where pressure drops across partially open valve trim fall below the vapour pressure of the fluid
- Corrosion from process fluids, water injection, and atmospheric exposure in outdoor pipeline installations
- Thermal cycling in steam and hot process lines where repeated temperature changes impose mechanical stresses on valve bodies and end connections
From a valve specification perspective, these conditions require evaluation that goes beyond matching pressure class and nominal bore to the pipeline data sheet. The dynamic behaviour of the pipeline system how pressure and flow change across the operating envelope — determines which valve type and trim configuration will deliver reliable performance over the intended service life.
Types of Valves Used in Industrial Pipeline Networks
Gate valves are among the most widely installed isolation valves in industrial pipeline networks. Their full-bore design provides minimal flow restriction when open and positive shut-off when closed. They are suited to on-off service on main process headers, transmission pipelines, and distribution mains where the valve is either fully open or fully closed during normal operation. Operating gate valves in a partially open position for flow regulation causes erosion of the gate and seat faces and should be avoided in service.
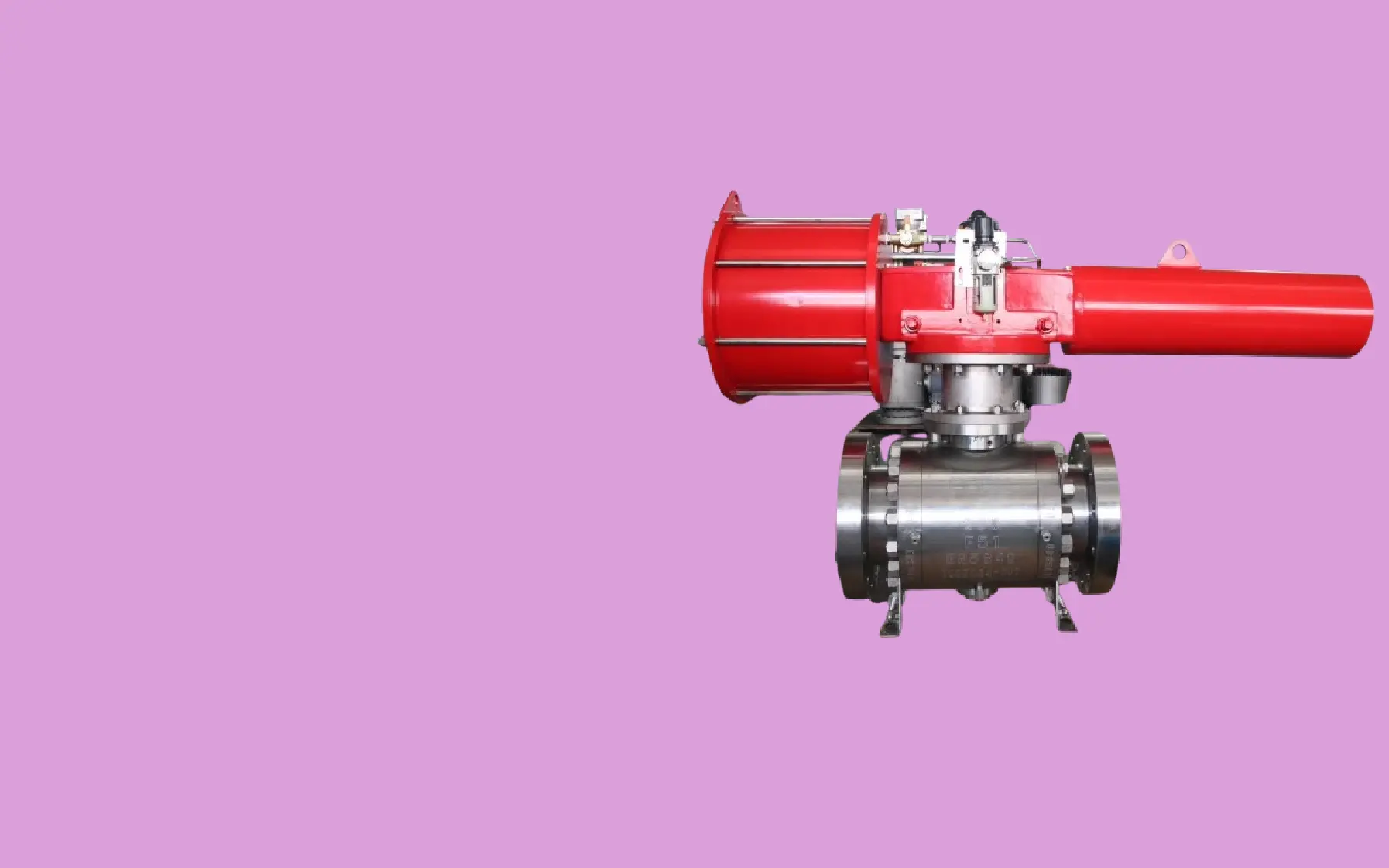
Ball valves are used throughout pipeline networks for isolation duty where quick operation and compact installation are priorities. Floating ball valves are appropriate for smaller bore and lower pressure applications. Trunnion-mounted ball valves are specified in larger sizes and higher pressure classes where the floating ball design cannot provide consistent shut-off under high differential pressure. Double block and bleed ball valves are installed at points where positive isolation and cavity venting are simultaneously required — common in custody transfer metering stations and pipeline pigging facilities.
Butterfly valves serve isolation and flow regulation functions in large-diameter, lower-pressure pipeline services. Double eccentric and triple eccentric designs provide improved shut-off performance compared to concentric configurations and are appropriate for more demanding services including some hydrocarbon and steam applications. Their compact, lightweight construction and low-pressure drop make butterfly valves practical in large-diameter water transmission mains and cooling water circuits where gate or ball valves of equivalent size would be significantly heavier and more expensive.
Globe valves are specified at flow control and pressure regulation points within pipeline networks. Their design allows controlled variation of the flow area as the plug moves toward or away from the seat, making them suitable for throttling applications where repeatability and rangeability are important. In steam conditioning and pressure letdown stations, globe-type control valves reduce the energy content of high-pressure steam to levels appropriate for downstream use.
Check valves are installed throughout pipeline networks to prevent reverse flow when pump or compressor operation is interrupted. Swing check valves are common in larger bore applications where the low pressure drop of the full-bore disc is important. Dual plate and tilting disc designs are used in installations where faster response to flow reversal, lower pressure drop, or reduced installation space are priorities. Non-slam check valves are specified on compressor discharge lines where abrupt closure under flow reversal would generate pressure transients that could damage adjacent equipment.
Safety valves and pressure safety valves are mandatory at overpressure protection points throughout any pipeline system operating above atmospheric pressure. Correct sizing to the specific relief scenario blocked outlet, fire case, control valve failure is critical to ensure the valve can pass sufficient flow to limit pressure to safe levels. Pilot operated safety valves are used in services where the normal operating pressure is close to the set pressure, as they avoid the seat simmering and leakage that can occur with spring-loaded designs under similar conditions.
Material and Design Considerations
Material selection for pipeline valves must account for the chemical composition of the transported fluid, the operating temperature, the pressure class, and any regulatory requirements applicable to the service. Carbon steel is the standard material for many oil, gas, steam, and general process pipelines. Stainless steel grades are specified where corrosion from the process fluid or the operating environment is a concern. Duplex and super duplex alloys are used in offshore pipelines and chemical injection lines where both strength and corrosion resistance are required. Speciality alloys including Hastelloy, Monel, and Inconel are used in the most chemically aggressive services where standard grades cannot provide adequate resistance.
Design considerations specific to pipeline service include end connection type flanged connections allow maintenance access but introduce additional potential leak points, while buttweld ends eliminate body joint leakage at the cost of in-line disassembly and actuation requirements where remote operation, automation, or emergency shutdown functions require electric, pneumatic, or hydraulic actuators in place of handwheels or gear operators.
Common Failure Modes and Maintenance Practices
Valve failures in industrial pipeline networks most frequently result from service misalignment a valve specified for one set of conditions operating in conditions that have changed since the original design. Seat leakage from erosion or corrosion, packing leakage from thermal cycling and inadequate maintenance, and actuator failure from lack of periodic servicing are the most commonly observed failure modes across pipeline valve populations.
Maintenance practices that reduce failure frequency include regular valve exercising to prevent seat and stem corrosion, packing inspection and adjustment at defined intervals, actuator functional testing on remotely operated valves, and corrosion monitoring on external valve surfaces in corrosive atmospheric environments. In pipeline systems subject to pigging, valves must be confirmed as full-bore and free of internal obstructions before each pig run.
Valves used in industrial pipeline networks perform across a range of functions, pressures, temperatures, and fluid types that makes their correct selection a technically substantive exercise. Gate valves, ball valves, butterfly valves, globe valves, check valves, and safety valves each serve defined roles within the network, and the assignment of valve type to service duty must reflect the actual operating conditions rather than generic assumptions about pipeline service. Material selection, compliance with applicable standards, and structured maintenance programmes all contribute to reliable long-term performance.
