
Industrial Valve Types and Applications

Industrial valves are basic components within any piping system because they open, shut, or partly constrict passageways to direct, regulate, or control fluid flow (slurries, liquids, and gases). Oil and gas, water and wastewater treatment, chemical processing, power generation, food processing, and the pharmaceuticals industry all rely heavily on these valves.
We acknowledge here at Speciality Valves the importance of choosing the appropriate valve for the job. In helping you make the right choice in selecting the most appropriate industrial valves for your projects, this blog discusses in-depth analysis of the most crucial types and application.
1. Gate valve:
Gate valves are straight motion valves that block or allow flow with a gate or wedge-shaped disc. They are not ideal for throttling service and are typically used in fully open or fully closed positions.
Applications:
- Water Treatment
- Gas and oil pipelines
- Chemical Process Industries
- Marine Industry
Advantages:
- Reduction in low pressure when opened fully
- Two-way use
- Suitable for high-pressure and high-temperature systems
2. Globe Valve:
Globe valves serve to limit and control flow. They offer fine control of flow due to a disk that travels perpendicular to the seat. Globe valves’ S-shaped path results in greater pressure drops.
Applications:
- Cooling water systems
- Fuel oil
- Feedwater and Boiler
- Chemical feeds
Advantages:
- Excellent throttling
- Good shut-off
- Precise flow regulation
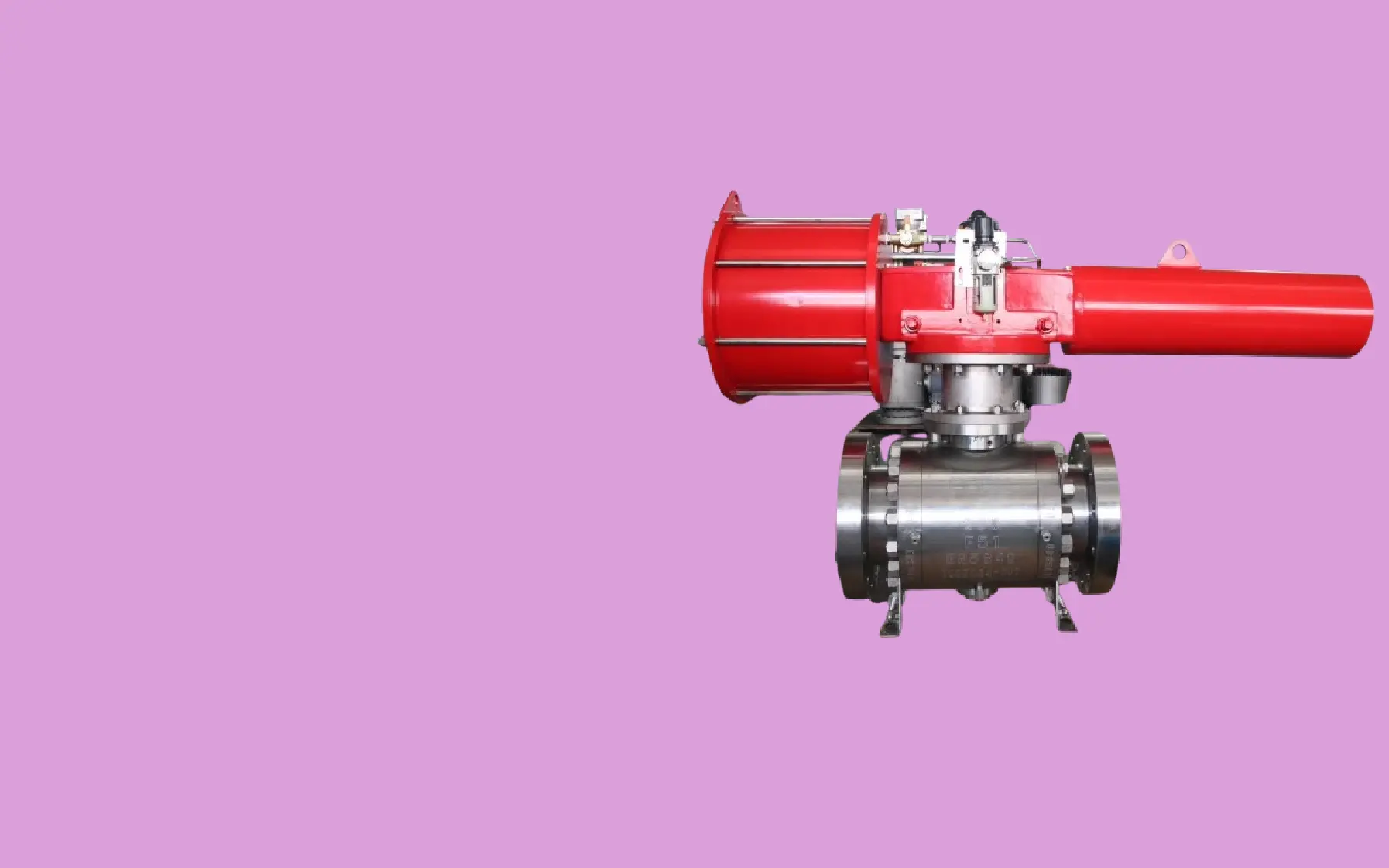
3. Ball Valve :
Ball valves use a spherical disk to control flow. When lined up with the pipe, the ball’s hollow center (port) allows for flow; by turning 90 degrees, passage is blocked.
Applications:
- Gas Industry
- HVAC
- Petrochemical industries
- Water supply networks
Advantages:
- Quick quarter-turn action
- Leakless service
- Minimal maintenance
- Small yet sturdy design
4. Butterfly Valve :
A disk is mounted on a rotating shaft in butterfly valves. The disk may be rotated to allow or block flow. These valves can be applied for modulating and on/off services.
Applications:
- Provision of water and treatment of wastewater
- Fire prevention systems
- Chemical processing
- Ventilation and HVAC systems
Advantages:
- Economical and light weight
- Reduction of low pressure
- Easy maintenance and installation
5. Plug Valve :
A conical or cylindrical plug containing a hole which controls fluid flow constitutes a plug valve. By rotating the stopper, the flow may be permitted or blocked by placing the hole in line with the pipe.
Applications:
- Handling of slurry
- Gas and oil transmission
- Chemical production plants
- Mining operations
Advantages:
- Simple design
- Low maintenance
- Suitable for fast shut-off
6. Check Valve :
Check valves are non-return valves that only allow one way of fluid flow. They automatically prevent backflow without human intervention.
Applications:
- Pumps systems
- Water and wastewater systems
- Oil pipelines
- Steam system applications
Advantages:
- Prevents flow in the reverse direction
- Protects compressors and pumps.
- Operates on autopilot
7. Control Valve :
Control valves in a process system control temperature, pressure, or flow. They are essential components of process automation and are actuated by actuators.
Applications:
- Refineries
- Power generation plants
- Pharmaceutical production
Advantages:
- High accuracy
- Interfaces with control systems
- Improves effectiveness and security
These safety devices automatically allow excess pressure to be relieved from a system so that equipment breakdown or damage can be avoided.
Applications:
- Pressure vessels and boilers
- Gas and oil pipelines
- Chemical process systems
Advantages:
- Prevents excessive pressure
- Ensures safety of operations
- Necessary to comply with safety regulations
Key Differences Between Valves:
Although the operation of all valves in industry is to regulate flow, they have differences in their design, utilization, and operations. One must be perceptible to differences while choosing a valve.
- Working Principle:
- Linear movement opens or closes the flow path by gate and globe valves.
- Ball, butterfly, and plug valves utilize rotational motion in terms of 90° rotation.
- Actuators and signals are utilized by control valves to modulate flow.
- Throttling Capability:
- Both globe and control valves are well suited for accurate throttling and flow control.
- Gate and ball valves are usually used for isolation, not throttling.
- Butterfly valves can provide mild throttling.
- Pressure Drop:
- Gate and ball valves have very low pressure drop.
- Because of their flow pattern, globe valves have higher pressure drop.
- Butterfly valves, of varied shape and dimension, possess a smooth pressure fall.
- Size and Weight:
- Butterfly valves are lightweight and small, hence ideal for installation with minimal space.
- Globe and gate valves, especially larger in size, are heavier.
- Cost and Maintenance:
- Ball and plug valves cost less and maintain less.
- Control valves have to be calibrated from time to time and are more complex.
- Gate valves are robust, but due to their design, they are harder to keep in good working conditions.
Industrial valves rely on contemporary process systems to provide dependability, safety, and efficiency. Pressure of the application, temperature, fluid characteristics, as well as the level of control needed, all contribute to valve choice.
There is a wide range of high-performance industrial valves to suit different uses available at Speciality Valves. Our team can guide you to the right product to suit your requirement, be it a basic on/off valve or a complex flow control system. Our forte is supplying industries globally with precise, durable, and affordable valves.
For expert guidance and top-class valve solutions, get in touch with Speciality Valve today.
